Managing Process Risk Line by Line: An FMEA Case Study
This article provides a case study of the use of Failure Mode and Effects Analysis (FMEA) to identify and manage process risk in a biotech manufacturing environment. While FMEA is an established tool (see end of article) and is not new to biotech manufacturing, this case is unusual in tfhe level of process detail that was analyzed and the amount of rigor with which the tool was applied.
FMEA typically examines risk at the overall process level; in this situation, it was used to examine and manage the risk inherent in each line item in a set of batch records associated with a few specific manufacturing processes.
This FMEA project took place at Lonza’s Portsmouth, N.H. site, a large-scale mammalian cell culture facility, with the objective of mitigating process failures and reducing overall manufacturing process risk. The scope of the effort was to apply FMEA and root cause analysis (RCA) tools to the eight batch records for the purification process of a customer’s product. While the site has a comprehensive operational excellence program and has used FMEA and RCA tools in the past, this project represented the first time the tools were applied to batch record line items. As a result, the project team was able to develop and implement targeted solutions and mitigate specific areas of process risk.
A Three-Phase Approach
The project was undertaken in three phases (Table 1), starting with education and ending with implementation. The first two phases were conducted with the active involvement of cross-functional Lonza teams to increase quality and ownership of results. The teams typically met once or twice per week in working sessions of two to four hours. Because the solutions targeted for implementation were mainly focused on manufacturing, Phase III work was championed by the Manufacturing group with significant support from the Engineering, Controls, Validation, and Quality Assurance teams. The entire project was conducted over approximately one year.

Phase I: FMEA Assessment and RPN Scoring
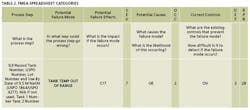
Results from Phase I were captured in a typical FMEA spreadsheet format (Table 2). The spreadsheet was populated in real time during the working sessions.
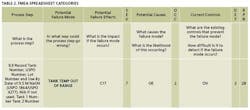
The second row of Table 2 is a sample of the completed spreadsheet. Note that the Potential Failure Effects, Potential Causes, and Current Controls entries are all coded. For consistency in analyzing and summarizing the assessment results, the team identified a set of possible entries for each column and assigned codes for each. Using these codes sped up the process by reducing the amount of typing required to complete the spreadsheet.
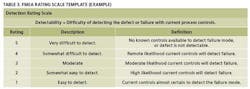
Important to success in this phase was that all members of the team used the same assessment and scoring standards. Templates developed by Maxiom Group were customized during the initial Phase I team session. These templates—one each for the Severity rating scale, the Occurrence rating scale, and the Detection rating scale (Table 3)—used a 1 to 5 system with a clear description of each rating. Each team member kept copies of these templates and referenced them throughout the assessment sessions.
After the entire team of six to eight Lonza employees had completed the assessment and RPN scoring for a few batch records, patterns began to emerge. For example, each of the four chromatography-related batch records followed a pattern—set up equipment, set up skid, run multiple cycles, and complete post-chromatography activities. Based on these patterns, Maxiom Group proceeded to “pre-populate” the spreadsheets for the remaining batch records. The successive sessions with the Lonza team then focused on reviewing and editing, where necessary, the pre-populated spreadsheets. This saved significant time and energy for Lonza personnel.
During Phase I, the team began with the analysis of eight batch records, which eventually mapped to 25 critical failure modes. The critical failure modes were defined as those failure modes associated with the batch record steps that were determined to have high RPN’s.
Determining the high RPN’s was done by plotting each unique RPN (developed for all the line items for a specific batch record) on an X-axis and the RPN “values” on the Y-axis. For each of the eight batch records, we were able to overlay two lines representing slopes that approximately connected the plotted points. The first, more gradual line was associated with the majority of RPN values, while the steeper second line highlighted a smaller set of higher RPN values. It was these values that were considered the “high RPN’s.”
In all, 2,600 batch record line items were analyzed, and 266 high-risk RPNs assessed. Of the 25 critical failure modes identified, just six were selected to move into Phase II. Many of the other failure modes were already being addressed by Lonza through other initiatives, and Lonza leadership wanted to focus efforts only the vital few failure modes.
Phase II: Root Cause Analysis (RCA) and Solution Identification
In this Phase, root causes were identified for the six critical failure modes carrying over from Phase I, and solutions that addressed these failure modes were created and prioritized. Similar to Phase I, this phase was completed with active cross-functional participation by Lonza employees.
In another series of working sessions, an RCA was performed for each critical failure mode. Using Fishbone Diagrams and the 5-Why’s tool, the team identified 23 root causes that it associated with the set of critical failure modes. The team found that they possessed enough “basic data” to make root cause determinations without the need for more sophisticated analyses.
These 23 root causes were then grouped by affinity into four categories to help in the delineation of teams and approaches for solution development: Ultra-Filtration Operations, Chromatography Operations, Filter Integrity Testing, and Documentation.
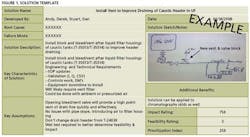
At this point, attention turned to developing solutions to address each of the root causes. Four teams were assigned to address the root causes in each of the four categories. These teams, each headed by a team leader, visited the production suite, reviewed data and documentation and participated in a lean education session led by Maxiom Group. With this collective information and insight, each team proceeded to craft solutions for the root causes in its category. These solutions were then reviewed by members of the other three teams for comments and builds. This process proved very effective and was aided by requiring that each solution be documented on a one-page template format, as shown in Figure 1.
The final step in Phase II was to develop a Prioritization Index to help Lonza identify the order in which solutions might be implemented. This Index represented the ratio of the expected reduction in RPN if the solution were implemented to the feasibility of being able to implement the solution:
Prioritization Index = RPN (beginning) – RPN (estimated after implementation)
Feasibility Rating
The “Feasibility Rating” was based on a 1 to 5 scale customized by the Lonza team (the lower the number rating, the more feasible the solution). The scale considered a number of factors: the estimated capital cost to implement, the time to implement, the labor resource to implement, the impact on the customer, and the organizational level that would control the implementation.
Phase III: Detailed Design and Implementation
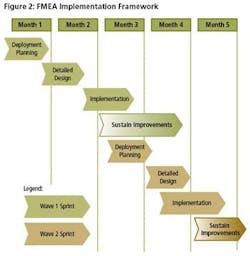
In this phase, Lonza leadership took the solutions defined and prioritized in Phase II and integrated them into their Operational Excellence structure. Solutions were put in place through a series of relatively short, focused implementation “sprints” designed to keep energy and momentum high during implementation. This framework aligned with Lonza’s “Plan, Do, Check, Act” approach to Operational Excellence. Figure 2 illustrates the implementation framework.
Conclusion
Now well into solution implementation, Lonza’s Portsmouth site is seeing marked improvement in batch record execution to process expectations, with a dramatic reduction to the risk of deviating from the designed process.
Taking lessons learned during this project, site leaders have begun expanding the use of the FMEA methodology to other products and functions.
While the project represented a significant investment of time and resources, the rigor and cross-functional involvement applied to the project continues to pay great dividends.
Most importantly, the team has addressed a number of issues, thoroughly, so that they don’t return.
|
An FMEA Primer FMEA is a rigorous method of identifying areas where process problems may occur and subsequently preventing them. Originally developed in the 1940s by the military, it is now a well-established tool for identifying, prioritizing, and managing process and business risk. The benefits of using FMEA are many, including preventing defects, enhancing safety, and improving customer satisfaction. When dealing with FMEA, there are a few terms that are important to understand:
When applying FMEA, the high-priority failure modes—identified by high RPN’s—are analyzed to identify their root causes and solutions are then developed that reduce risk. Here they are broken down into four categories: Product Security Risks
Supply Risks
Production Risks
Demand Risks |
About the Authors
Fred Greulich is Director of Operational Excellence for Maxiom Group. Jonathan Hardy is Head of Operations for Lonza Biologics Inc.