Pathway to Continuous Improvement

Back in the 1980s, other industries quickly adopted Lean, Six Sigma, and other basic operational excellence tools, but now pharmaceutical manufacturing is becoming a convert. Facing challenging profitability and revenue goals along with the twilight of the Blockbuster model, companies are now looking to enhance their manufacturing efficiencies.
Within the last 18-24 months, Avi Edelstein, a partner with the management consulting firm Tefen, has seen a dramatic shift in the commitment to cost reduction in pharmaceutical manufacturing. “With the Blockbusters of the past, you couldn’t make the drugs fast enough,” says Edelstein. “Improving operations meant keeping the equipment running. With patents running down, pharma companies are becoming very serious about efficiency.”
Pharmaceutical Manufacturing recently surveyed drug industry professionals to gain insights into manufacturers’ current operational excellence practices. The survey is still ongoing, and detailed results will be interpreted in June on PharmaManufacturing.com. But the 48 responses received so far indicate where the industry’s Op Ex programs are and where they’re going, highlighting accomplishments and areas for improvement.
Positive Findings
- Company goals are focused on increasing operating efficiency and reducing manufacturing costs.
- Facility strategies stress flexibility – both operational and manufacturing.
- Reducing cycle and setup times are recognized as two of the keys to improving manufacturing agility.
- More companies have bridged, or are bridging, the “islands of information” within their facilities
- Formal maintenance programs are in place and are being utilized.
- Most companies see the reduction of manufacturing setup times as a key goal of operational excellence.
Areas for Improvement
Other results suggest that there is still considerable room for progress:
- Companies are still struggling with on-time delivery.
- 60% of respondents say top management sees manufacturing as a cost center.
- About 40% of the equipment at many plants is over 10 years old and is manually operated.
- Elements in the operational excellence toolkit, such as Quality by Design, Process Analytical Technology and advanced process control, are being underutilized.
- Models are not yet flexible enough to adjust production capacities based on demand.
- Regulatory compliance and plant safety were lower on respondents’ priority list this year, which could be either good or bad news.
Why and How
“For operational excellence to work, somebody has to decide that it is important to do and believe in it,” says Jeffrey Liker, director of the Japan Technology Management Program and co-director of the Lean manufacturing program at the University of Michigan. Liker also is the author of the best-selling book, “The Toyota Way: 14 Management Principles from the World’s Greatest Manufacturer.”
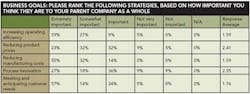
Pharma manufacturers seem to be prioritizing their business goals with operational excellence in mind. They view their top priorities (“extremely important” or “somewhat important”) as: increasing operating efficiency (86%), reducing manufacturing costs (87%) and anticipating customer needs (71%).
According to Edelstein, these priorities have just changed in the last two years. “There is now a pure cost pressure on pharma companies. Volumes are going down and patents are running out. The benefits from these priorities are enerally realized with limited resources and without adding more equipment.”
However, if they want to realize the benefits, company leadership must make operational excellence a priority. Leadership, especially at the C-level, is critical, says Peg Pennington, director of continuous improvement for the Center for Operational Excellence at the The Ohio State University. Companies will still see benefits but will not get the overall savings without buy-in from top management.
Among survey respondents, 55% saw reducing product prices as less of a priority. Process innovation, a priority for 45%, was even lower on the list.
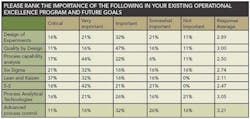
On the manufacturing side, respondents listed everyday goals (on a 1-5 scale with 1 being “extremely important”) as: improving operational flexibility (1.9), improving manufacturing flexibility (1.95), improving product quality (2.05) and accelerating production speed (2.1). Surprisingly, ranking lower on facilities’ priorities list are improving regulatory compliance (2.2), improving workplace safety (2.2) and integrating manufacturing more closely with other operations (2.4).
However, integrating manufacturing with other operations may result in the greatest benefits of operational excellence. “You need to work through these functional silos and look across the entire value stream in order to achieve value. Otherwise, optimization won’t happen,” says Pennington.
For improving manufacturing agility, key areas of emphasis include: reducing cycle time (1.9), reducing setup time (1.9) and cross-training employees (2.15). Lower on the priority list are connecting separate databases (2.75) and further automation (2.8).
Product Quality and Service Goals
Improving product quality is not seen as a major concern for pharma manufacturers, but respondents are worried about implementing quality systems using FDA guidelines (2.65). Other initiatives included: improving access to critical data across job functions (2.95), using statistical process control to reduce process variance (3.0) and understanding and improving raw material from vendors (3.0). Even less of a concern was implementing Quality by Design (3.26) and reducing scrap (3.32).
“Reducing scrap is directly related to yield and needs to be built into the process. It is a more mature type of improvement,” says Edelstein. “PAT is in the same boat. It can be more difficult to implement and more capital-intensive. However, you can definitely see the improvements once implemented.”
Missing the Boat
It is also collaborating more closely with suppliers to generate innovation. Last year, Toyota launched its Value Innovation strategy. Rather than work with suppliers just to cut costs of individual parts, it is going further back in the design process to find savings spanning entire vehicle systems.
Service goals are a priority for manufacturers. Improving on-time delivery ranks first with a 1.89 response average, but reducing lead times and estimating market needs (both 2.16) are close behind. Shorter lead times increase flexibility, reduce inventory and lower the risk of obsolescence. Ongoing operational excellence efforts focused on reducing setup times can help companies reduce lot sizes, providing flexibility in responding to demands.
“You need to know what your customers want,” says Liker. “Unfortunately, they often don’t know what that is. They might be ordering too much, or erratically. Instability drives manufacturing plants crazy, but being flexible helps.”
Equipment and Docs
Generally, the production equipment used in pharmaceutical manufacturing facilities is aging. Nearly 40% of respondents say that most of their equipment is over 10 years old, and 61% say it is manually operated. However, experts agree that this should not be seen as a deterrent to implementing operational excellence. “The biggest opportunity for implementation occurs in QA/QC practices,” says Edelstein. “These stages often take 40 to 50 days to complete, and [the number of] days can be cut dramatically.”
Survey respondents also indicated that most documents are handled in a paper format but that data are relatively easy (2.5) to find at the facility. Data retrieval outside the sphere of the respondent’s activities can be more difficult (3.15).
On an encouraging note, most respondents to the survey say that management supports and is aiding their operational excellence efforts. On average (with 1 being “excellent” and 5 being “improvement needed”), respondents gave a 2.32 rating to receiving clear key process indicators (KPIs) from management. They also rated top-down commitment at 2.58. Bottom-up involvement ranked the lowest (3.21) of the categories.
“You need a leader and that leader must come from management,” says Liker. “But that person has to be extremely familiar with the plant, not someone who has rarely been there. Often this person has the title of VP of manufacturing.”
When rating themselves, survey respondents gave high marks to using documented SOPs (1.68, with 1 being “always” and 5 being “never”), visible charts (2.29), and technical documents posted on the shop floor (2.37), as well as continuously working to reduce setup times (2.47).
“For drug manufacturers, shortening changeover times on small runs is huge and leads to more capacity in the facility,” says Pennington. “Extra capacity gives you the agility to respond to customer needs.”
Low marks were given to vendors filling out Kanban containers (4.50), practicing setups (3.94) and delivering on a just-in-time basis (3.56). According to Edelstein, Kanban or a pull system requires a lot of effort and time. It does not lend itself to small production runs with many SKUs, thus it may not be surprising that facilities are not focusing their efforts on these practices yet.
Op Ex Toolbox
There is no blueprint for achieving operational excellence. Every organization needs its own way of managing and operating, built on core principles that guide actions. Both tools and techniques are needed in quality management and OpEx programs.
When ranking current and future use of operational excellence tools (with 1 being “critical” and 5 being “not important”), Lean and Kaizen (2.11) were viewed as most important by survey respondents, with 5-S (2.47) being next. Advanced process control (3.21) and Quality by Design (3.0) were the least-used tools.
“There is a balance between understanding your systems and just using tools. Lean is about systems thinking. The organization embraces continuous improvement,” says Pennington. What companies should avoid, she notes, is the “flavor of the month” mentality. “It can’t be Lean today, Six Sigma and ERP tomorrow,” she adds.
Edelstein preaches a sensible application of good manufacturing practices for the pharmaceutical industry. He has seen “craziness” where documents designed to make processes easier have put systems out of compliance and have actually introduced errors.
Maintenance
Total productive maintenance (TPM) is one area where pharmaceutical manufacturers have excelled (at least by their own admission). Housekeeping was rated at 1.74, on a scale where 1 is “excellent” and 5 is “poor.” Preventative maintenance was rated 2.42, with technology assessment and usage at 2.63.
According to Liker, TPM in pharma is worked on earlier and harder. Equipment needs to have maximum uptime.
Edelstein views TPM as the first pillar of Op Ex. However, greater savings occur when a company progresses to predictive maintenance. “Planned maintenance is necessary, but predicting when a part is reaching the end of its life is the next level, and it’s achievable with the right measures.”
Operational excellence does not just consist of giving some VP a budget and marching orders, Liker explains. It is a complete system and can’t be implemented all at once. “No matter what consultants may tell you, there is no one best way. The key is to break down problems into smaller, manageable pieces.”
An open mind can also play a significant role in achieving excellence. Says Pennington, “You can’t just say ‘what we do is different’ or ‘this doesn’t apply to us.’ Whatever industry you’re in, you’ll have to ‘decode the DNA of processes’ by defining activities and pathways.”