Biopharma Through A New Looking Glass
Our experience in biopharmaceutical manufacturing spans over three decades and has allowed us to point to measurable successes: record improvements of process yields, more robust facilities, and newer technologies. The experience of working with biopharmaceuticals has given us an appreciation, and even a sincere reverence for what we can do, turning a single biological molecule into a novel therapy that can affect the lives of millions of patients around the globe.
Our knowledge of the business of development and manufacturing has grown and our operational efficiencies have affected the quality of products delivered to patients. Biopharmaceutical manufacturing, like the entire pharmaceutical industry, is now at a crossroad. We don’t know where or how the next innovation path may come. Will we continue to make substantial operational improvements that affect yield and cost? Will these improvements forever change the biotech business model? Global pressures are increasing, from regulators and patients, to ensure safety and efficacy, but now there is a third mandate: more reasonable drug costs.
Biopharmaceutical manufacturing professionals ensure that the industry stays ahead of both the business and the regulatory curves. The concept of Quality by Design offers us an opportunity to change our entire operations culture.
The approach is based on two main principles:
- Ensuring complete understanding of our product and processes.
- Utilizing quality risk management within the given process.
This approach can only thrive in organizations that have respect for continuous quality improvement from the CEO to the plant floor operator. As an industry, we now have the opportunity to take the lead from FDA and other regulatory bodies, who first led the QbD effort, and create the next wave of biopharmaceutical excellence.
The Old Days
In the early days of biopharma manufacturing, it was all about making product and meeting commercially set deadlines. The cost of goods was much less important. Together with FDA, the industry was also climbing a learning curve, as we grappled with manufacturing recombinant protein products.
These were new therapies and nobody could predict how they’d be received in the marketplace. In addition, the process defined the product, based on limited understanding of cause and effect in the manufacturing process and its impact on product quality attributes. Despite the creation of new and expanded facilities, not all processes were optimal and roadblocks existed. At the same time, regulatory inspections, audits and collaboration challenges were the order of the day, and operations were often fragmented.
Although product quality standards were met, efficiency improvements took a back seat to on-time product delivery. As the global need for biopharmaceuticals grew, the burden of changing the business framework now rested on the shoulders of manufacturing experts.
Our Current Environment
Biopharmaceutical manufacturing has benefited greatly from the ongoing application of science and technology. Consider process yields, which have doubled for a number of biopharma products in just a few years. Cost of Goods is now much more closely monitored, with the goal being a low cost, highly efficient operation. Perhaps product quality has always been good, but it has come through great cost and pain, and many rejected batches. Changing Quality Systems and adopting QbD during the design and development stage will allow manufacturing efficiency to catch up with product quality standards. The industry can now apply QbD concepts such as risk assessment to more standardized biopharmaceutical facilities, which use common elements and platforms.
The Challenge of Implementation
As with any new process, there will be fundamental resistance to change. First, the industry must grapple with the “this is the way we’ve always done it” mentality, at all organizational levels. There will be push back from some managers who don’t yet understand the need for this change. Finally, the fact that QbD and the ICH guidelines are currently “optional” may lead to some resistance from those who have become conditioned to following regulatory dictates reflexively. Here’s where management must step in.
The goal today shouldn’t just be speed to market, but understanding the process before duplicating it. Implementing QbD in biopharma involves challenges not found in the small molecule environment. Biological molecules are larger, more complex, and harder to fully characterize. There will be fewer batches to provide historical data. The raw materials will be more complex, posing the risk of greater variability.
Nevertheless, the industry now has a base of experience gleaned from both large and small molecule manufacturing, that we can use and build upon.
Our Next Step Forward
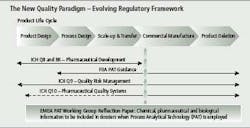
The vision for 21st century biopharmaceutical manufacturing is that of an efficient, agile and flexible industry that produces high-quality drug products without excessive continuous regulatory oversight. Regulators took an early leadership role, creating the vision for this new drug development paradigm and nudging a cautious industry forward.
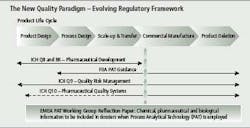
The QbD vision is being advocated by the International Conference on Harmonisation (ICH) in its Technical Requirements for Registration of Pharmaceuticals for Human Use. The goal: a transparent, science- and riskassessment based approach to product development, dossier submission, review, approval and post-approval changes.
The resulting business benefits could be significant and include:
- Improved product and process robustness
- Lower operating costs from fewer failures and deviation investigations
- Early detection of manufacturing problems, for example, by increased process performance monitoring and application of rapid microbiological methods
- Increased predictability of manufacturing output and quality
- Reduced raw materials, WIP, and finished product inventory
- Faster technology transfer between development and manufacturing
- Streamlined regulatory approval of new product applications
- Reduced post-approval regulatory burden for equipment, scale, site and process changes
- Reduced overall manufacturing and compliance costs
Organization Transformation
Implementing any new company program takes excellent communication and training, in-house expertise, and a fundamental change in culture. In the case of QbD, everyone needs to understand and contribute to the new paradigm so that its impact and benefits can be far-reaching.
Implementation of full QbD is still in the early stages and it may be too soon to make definitive statements about the impact on shop floor employees. However, with on-line analytical technologies to provide in-process controls during manufacturing unit operations, it is possible that certain finished product quality control tests will no longer be needed.
For the few products currently in a production environment that were developed using QbD approaches, plant-floor employees are excited about the opportunities to learn and apply modern approaches to quality. Our willingness, as an industry, to embrace the implementation of new approaches and systems, such as QbD will bring us to a new level of success and innovation.
We owe it to our patients to produce safe, effective therapies leveraging our expertise in science and technology.
About the Author
Michael Kowolenko is Senior Vice President of Wyeth Pharmaceuticals’ Biotech Operating Unit.