Aqueous Film Coating: Get It Right the First Time
Oct. 11, 2005
9 min read
Film coating is an unforgiving process. It demands consistent tablet hardness, as well as controlled spray rates, temperature and drying air flow rates. Although automation is improving, the process cannot be fully controlled by a computer.Expensive mistakes (see Troubleshooting Aqueous Coating below) can occur in seconds, but can easily be avoided when operators (see Are Your Operators in Focus? below) clearly understand the following critical operating parameters:
- Spray gun geometry and calibration
- Atomizing and pattern air
- Pan pressure
- Pan speed
- Spray rate
- Inlet/outlet air temperature
- Total air volume
- Adhesion of particles to the gun surface.
The equipment should mix the suspension thoroughly. Operators must check for even distribution of powders. Lumps and fish eyes should not be allowed, and the suspension should be suspended through an 80-mesh screen.It is important to mix the suspension during preparation, but to stir during actual use. These terms must be written correctly on the batch record, since FDA is very sensitive to their improper usage.Equipment
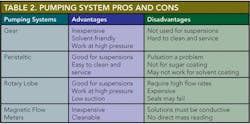
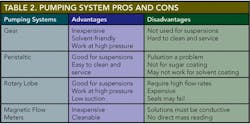
The coating equipment and its setup are critical to coating success, and that equipment includes not only what the operator sees, but also what he or she does not see.Pumping systems, coupled with magnetic flow meters, are typically used to deliver coatings. Choices include gear pumps, used for non-suspension coatings, and peristaltic and rotary lobe pumps. Each has its pros and cons, which are summarized in Table 2.
The coating equipment and its setup are critical to coating success, and that equipment includes not only what the operator sees, but also what he or she does not see.Pumping systems, coupled with magnetic flow meters, are typically used to deliver coatings. Choices include gear pumps, used for non-suspension coatings, and peristaltic and rotary lobe pumps. Each has its pros and cons, which are summarized in Table 2.
Spray gun geometry and calibrationPlacement of the spray gun (photo, below right) relative to the bed, and boom placement in particular, is very important, yet it is typically overlooked during scaleup or product transfer. The ideal placement will vary between equipment manufacturers and pan models.

- Side to side will generally result in overwetting.
- Up or down will cause solution to stick to the pans.
Spray Rate + Atomizing Air = T Outlet AirThus, monitoring outlet air temperature helps determine whether other factors may have changed or shifted.Total drying capacity, or total air volumeTotal air volume, in ft.3/min., determines coating efficiency. Although the coating process can usually tolerate some variations in total air volume, optimizing the total air volume is urgent for heat- or moisture-sensitive products.These two classifications of tablets require special handling during the aqueous coating process. Heat-sensitive products may be safely coated using a lower inlet air temperature and a corresponding slower spray rate. Moisture-sensitive products may be safely processed using a higher inlet air temperature, a larger quantity of inlet air volume and a slower spray rate.Particle adhesion to the gun assemblyAny adhesions must be quickly and completely removed. To remove, it is best to leave the atomizing air on, stop spraying, brush residue off the gun assembly and then resume the spraying cycle.By paying close attention to operating parameters and adhering to fundamental practices, coating professionals can greatly improve the quality of their work and drug products.About the AuthorFred Rowley holds a B.S. degree in Biochemistry from the University of Santo Thomas. He is currently Guest Speaker of Solid Dosage Training, Inc. He is also director of manufacturing technical support for a leading pharmaceutical firm. He has held senior manufacturing and technical positions at Stayner Pharmaceuticals, Shaklee Corp., Syntex Laboratories, Alza Corp. and Weider Nutrition International.
Troubleshooting Aqueous Coating To be successful, coating operators must know the enemy. The following is a list of the 10 least wanted coating defects, and their causes.
|
Are Your Operators in Focus? You know youre in trouble if you hear any of the following in the coating room:
|
About the Author
Fred Rowley
Solid Dosage Training
Sign up for our eNewsletters
Get the latest news and updates