Quantifying Humidity's Impact on Powder Processing
• Identifying powder characteristics & flow behavior
• Managing powder behavior
• Identifying powder Critical Quality Attributes (CQAs)
• Presented by Dr. David Morton, Monash Institute of Pharmaceutical Science
[javascriptSnippet ]
However, tools are available to monitor humidity and its impacts on powders, allowing for improved control, process understanding, design and operation. This article examines dynamic shear and bulk test methods, and shows how they can be used to measure and compare the impact of moisture on two excipients, microcrystalline cellulose and lactose. Even small changes in moisture level or atmospheric humidity can have a strong influence on powder behavior.
Sometimes the impacts are positive. Wet granulation, for example, uses moisture to agglomerate fine, difficult-to-handle powders and transform them into free-flowing granules, while improving content uniformity. Moisture can also dissipate unwanted electrostatic charge in a powder or lubricate particle-particle movement, thereby improving flow properties.
In other cases, though, moisture can result in caking and reduced flowability when the materials are being stored. During processing, it can also result in problems after crystallization and wet milling.
These problems are often solved by drying the product or by controlling the storage environment, but such measures may be energy-intensive and costly. It is therefore essential for formulators and process engineers to understand the extent to which a powder takes up moisture when exposed to humidity and, perhaps more importantly, how this can alter its processing characteristics. Such understanding supports the development of realistic and economical strategies for moisture control.
Any method used to assess moisture must be reproducible and reliable, and generate data that correlate with performance in a manufacturing envi-ronment. A multifaceted approach, examining a range of parameters, is required.
Bulk properties such as density, permeability and compressibility can provide a valuable insight into powder behavi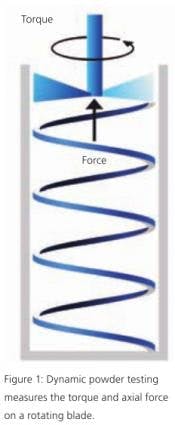
Automation has enhanced the reproducibility of bulk property test methods. Recently, dynamic testing methods have further extended the reach of bulk density and shear testing. One rheometer [1] can measure the torque and axial force acting on a rotating blade as it moves through a sample of powder (Figure 1) to generate values of flow energy which provide valuable correlation with in-process powder behavior. This technique can be applied to powders that are consolidated, conditioned, aerated, and even fluidized, allowing users to assess the impact of ambient air, and also, to simulate the conditions in a typical processing environment.
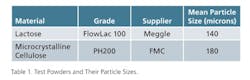
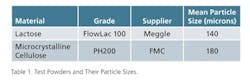
This rheometer was used to take dynamic measurements to evaluate humidity and its impacts on powder behavior. Studies focused on two different excipients, in powder form, widely used in pharmaceutical manufacturing: microcrystalline cellulose (MCC) and lactose (Table 1).
The first step was to assess how much moisture each material adsorbed or absorbed when allowed to equilibrate in environments of varying relative humidity.
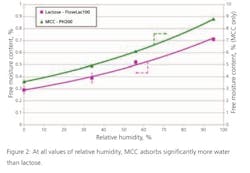
As shown in Figure 2, test results suggest that lactose takes up relatively small quantities of water (0.3-0.7%), but that MCC, at the same relative humidity, takes up an order of magnitude more water (4-9%). These results posed another question: Are there differences in the ways the two powders take up moisture? More measurements were taken to help answer this question.
Lactose exhibits a slight decrease in BFE as moisture content increases (Figure 3). This suggests that the water may be acting as a lubricant and reducing inter-particular forces.
In contrast, the behavior of MCC is more complex, with a minimum BFE value observed at approximately 6% moisture content. During testing, it was observed that the desiccated MCC adhered to the wall of the glass test vessel, suggesting that the powder may have become electrostatically charged. As a result, it is reasonable to suggest that small increases in the moisture content initially reduce BFE by grounding the particles. However, at moisture levels above 6%, the BFE increases again, which could be as a result of increased agglomeration. Perhaps most importantly, this unusual behavior occurs in the 30-60% RH range (Figure 2), which demonstrates how the flow properties of MCC can change markedly in typical plant conditions.
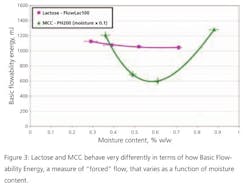
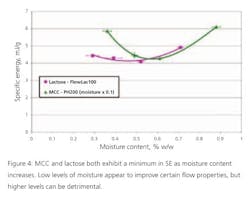
Figure 4 shows how Specific Energy (SE), which is measured as the blade traverses upward through an unconfined sample, varies as a function of moisture content for both materials. SE is a good indicator of how a powder flows in the absence of applied stress, for example, when poured from a vessel or when flowing into an empty die.
For MCC, the minimum in the SE values mirrors that observed in the BFE data suggesting that the same mechanisms dictate behavior under both conditions. For lactose, in contrast, it seems that in low stress conditions, the increased cohesion induced by higher levels of moisture may dominate over any lubricating effect.
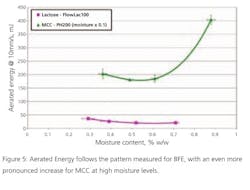
Aerated Energy (AE) is measured using the same principles as the BFE measurement, but with air flowing through the sample at a controlled velocity. The data is especially relevant for fluidization and pneumatic conveying applications, but also tells us a lot about the strength of the cohesive bonds between particles. Free-flowing materials will often fully aerate to a point where the measured AE stabilizes at a level of a few millijoules. The flow energy of cohesive powders, on the other hand, is not significantly affected by the introduction of air because the particles remain strongly linked together, resulting in minimal change in the packing structure of the powder bed.
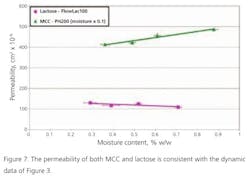
MCC shows a steady increase in permeability with increasing moisture content (Figure 7). This is consistent with the dynamic data, which suggest a decrease in cohesivity caused by a reduction in electrostatic forces, followed by agglomeration, as moisture levels rise. Both effects are associated with reduced resistance to air flow; in the case of agglomeration this is because larger particles pack uniformly and with significant voids between particles which support the transmission of air. Although these large particles may be difficult to aerate due to their mass, they offer little resistance to the transmission of air.

Conversely, the permeability of lactose decreases with increasing moisture content. This is attributable to the formation of liquid bridges which, although they may lubricate flow, restrict the easy passage of air between the particles.
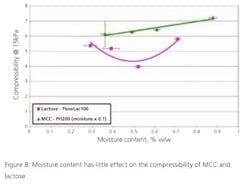
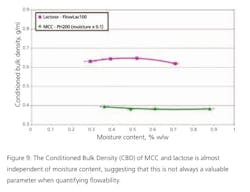
Lactose and MCC both show little change in compressibility with moisture content (Figure 8) and only small variations (2–3%) in Conditioned Bulk Density (CBD) (Figure 9) as a function of moisture content. Since the dynamic measurements have already revealed large changes in flowability, this suggests that for these materials, changes in packing behavior and, more importantly, bulk density may not be as influential as is often assumed in defining the flow properties of a powder.
Multi-faceted powder characterization maximizes understanding
To accurately manage the impact of humidity on process performance, it is important to understand the extent to which powders adsorb/absorb moisture and, more importantly, how this moisture affects powder properties. In this study, the MCC took up 10 times as much water as the lactose, but both materials showed significant changes in properties relevant to processing — changes that could neither be predicted from first principles nor reliably determined from any single measurement.
The data suggest that it is inappropriate to assume that moisture is always detrimental to powder behavior. For example, moisture improved the flowability of MCC under certain conditions, possibly because it dissipated electrostatic charge, and also had a positive effect on the flow properties of lactose, through its ability to lubricate the particles.
These findings show that to optimize powder processing, it is essential to characterize powders using a variety of techniques and under representative conditions.
Although powders respond to moisture in complex ways that are hard to predict, appropriate measurements can quickly and reliably provide the data needed to understand and optimize process behavior.
References
[1] Freeman R. “Measuring the flow properties of consolidated, conditioned and aerated powders – A comparative study using a powder rheometer and a rotational shear cell”, Powder Technology 174 (2007) 25–33.
[2] Storage and flow of solids, Bulletin 123 of the Utah Engineering Experiment Station, November 1964 (Revised 1980), A.W.Jenike, University of Utah.