PAT: Gateway to Advanced Control for Operational Excellence
Before the U.S. Food and Drug Administration (FDA) released its final guidance document on Process Analytical Technologies (PAT) in 2004 (see "PAT Means Revolution For FDA, Too," Nov./Dec. 2004), it was very difficult for pharmaceutical manufacturers to optimize their operations without going through the costly and time-consuming process of revalidating them. Once a drug manufacturer submitted a New Drug Application (NDA) submission to the FDA, any changes to temperature settings, pH levels or other process conditions triggered revalidation, even if they improved efficiency or product quality.
PAT allows pharmaceutical manufacturers to optimize the way they use their plant assets to produce specific drugs, ultimately permitting them to reduce the price that the consumer pays for their products. PAT also allows pharmaceutical manufacturers to apply advanced process control (APC), even to such challenging cases as biopharmaceutical processes. Successful use of APC in biopharmaceutical processes simply requires fine-tuning, constant readjustments and updates. These changes were impossible before PAT, when simply retuning a single process-control loop could be considered a significant process change.
By encouraging drug manufacturers to broaden their focus from compliance and time to market, PAT allows drug makers to strive for operational excellence, a term that also includes the goals of improved efficiency and quality and lower manufacturing cost. This article outlines some of the APC and optimization technologies that PAT allows drug manufacturers to harness, discussing the strengths and weaknesses of each.
Eliminating variability
In a perfect world, processes would be immune from upsets. In reality, though, all processes and certainly the batch processes that dominate pharmaceutical manufacturing are subject to upsets from a variety sources. Even continuous processes have variations that are clearly seen in the differences between start of run (SOR) and end of run (EOR) conditions. These differences depend on equipment age and other factors. The Table below describes sources of process upsets that can be minimized through use of advanced automation.
|
Table: Sources of Pharmaceutical Manufacturing Upsets
|
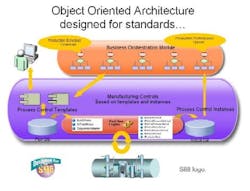
A climate of openness and consensus building can help promote the use of more advanced process control in pharmaceutical manufacturing. Open control standards such as S-88 and S-95 allow drug manufacturers to take an integrated approach to automation. A comprehensive object-oriented IT architecture (Figure 1, below) enables open control, and should serve as the platform for any advanced control program strategy, allowing users to access batch and plant asset information from different sensors and databases within the plant.
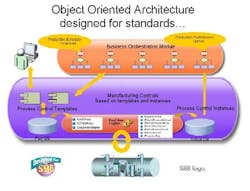
A flexible control system platform designed with the principles of S-88, S-95 and other standards in mind will allow users to categorize control functions that are similar throughout the organization and then validate them as individual templates or objects of information.
This solution also makes it easier to validate individual modules or objects of information for similar functions. For example, if pH or temperature control is the same on all mammalian cell cultures, you can create a template of these controls and pre-validate it for use in all cell cultures. Although the unique parameters for each culture will still have to be accounted for and validated, not having to re-validate the pH or temperature control strategy each time, will reduce validation effort and time considerably. A number of pharmaceutical manufacturers, such as Genentech [1], have taken this modular approach, using open batch control to develop procedures that simplify validation, expansion and startup.
Limits of certainty
While the accuracy of temperature, pressure, and flow instruments may be well understood, their impact on product quality usually isnt. On-line analytical instruments such as pH and dissolved oxygen meters often require more maintenance and are harder to put directly into feedback control service especially after they have been sterilized repeatedly.
Regulating a variable to a setpoint is not sufficient if the measurement is not sufficiently accurate or if the best setpoint is not known. In biopharmaceutical manufacturing, it can be especially difficult to measure more complex variables such as cell growth, accurately and repeatably. Adding to this complexity is the fact that the organisms themselves also change and adapt to their environments.
Biological changes introduce more uncertainty into operations than basic regulatory control can handle effectively. Until recently, pharmaceutical manufacturers could only estimate the expected degree of variability and accept the performance degradation that was designed into the process. Now, they have more tools and additional capabilities to fine-tune operations to improve product quality and yields and reduce costs.
A sampling of PAT solutions
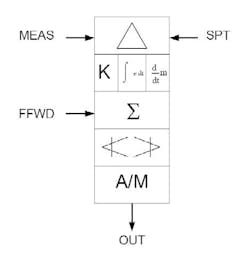
PAT solutions are possible wherever measurements of key process variables can be used in feedback control systems. The Proportional, Integral and Derivative (PID) concept of feedback control (Figure 2, below) is still solid, flexible, robust, and easy to implement and maintain.
However, today, there are a growing number of alternatives to PID control. Following are summaries of some of the control technologies available for process optimization, as well as some caveats to consider for each.
The Synthetic Analyzer
Creating a synthetic analytical measurement from regression variables and using it to control process variables and optimize product quality is common practice in many industries. Pharmaceutical plants can now use synthetic analyzers on the enormous volumes of data they gather and store.
Consider a biopharmaceutical facility whose quality control department must optimize and regulate cell growth. They take process samples from a bioreactor three times a day and send them to the lab for various analyses. During sampling, the plant control system stores historical data such as the dissolved O2, pH, temperature, heat removal/addition rates, and ingredient addition rates.
Increasing the rate of sampling and analysis to once every hour would be a far too expensive and impractical way to improve process control. Correlating lab data with operating data, could however, provide a very good regression model. Even a linear regression model using coefficients that have been optimized to match operating data would be effective.
Simply implementing an equation in the control system provides a synthetic analyzer that eliminates the wait for laboratory results and could also provide measurement to a new controller. When integrated with a lab bias update, this system can also synchronize, constantly, the regression model to the more accurate lab results. The advantage is faster response than waiting for the lab; the disadvantage is that you need enough historical data for a usable regression.
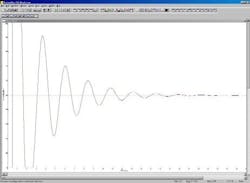
Feedforward or Predictive Controls
Predictive controls can be very effective in countering upsets. In an integrating process such as level or pressure, for example, there might be an upset in the inflow. Immediately adjusting the outflow by the same amount as the inflow upset will regulate the level or pressure. Many plants already have the assets to do this and some PID blocks have a bias input, making implementing feedforward control as simple as an adding to a feedback loop (see Figure 3, below).
This provides better response to upsets, but does add complexity for the operator and the need to keep the feedforward in calibration.
Smith Predictors and Dahlin Controllers
These special versions of feedback control systems are optimized for dead time dominant processes, such as conveyor belt mixing for example. Some automation system vendors offer these directly as special programs or as options for the PID. This technology is most effective when process dead time can be estimated accurately i.e. when the control system accurately knows the time delay of the conveyor belt.
Expert Systems
These programs apply Artificial Intelligence to process control for example, adding meaning to a basic low flow alarm, so that the operator would know the reason for the flow condition (e.g. the flows low because the supply tank is empty).
More complex expert systems can emulate the actions taken by expert operators. To construct an expert system, one must first determine the rules that guide a decision, and then implement them in a program. The rules must be based on data available to the control system.
In one blending installation, we used a Simplex Algorithm to find the optimal solution of a system of linear equations to develop an online optimizer. After reviewing possible operating constraints, the optimizer would compute the least expensive way to perform the task.
At times, the optimizer would complain that the task was infeasible and that no operating conditions could achieve the result without violating the constraints. However, by using intermediate calculations, we developed an expert system that would list possible suggestions for example, relieving specific constraints or changing the problem setup. This guides the operator in handling special problems, but can require extensive custom code for each little solution.
Model Predictive Multivariable Controls
This technology was developed by the petroleum and petrochemicals industry to improve on PID-based controls for interactive processes. To develop model predictive control (MPC) systems, engineers must first develop a detailed process model (click here to see Figure 4, Model predictive multivariable control workflow), using the process and associated instrumentation and valves. Then, they must decide on the feedforward (FF), controlled (CV) and manipulated (MV) variables, and conduct a series of step tests that cover all control system outputs (MVs and FFs), while recording related measurements (CVs).
The resulting vector files can then be used to create the controller directly. These Matrix-based model predictive control algorithms integrate feedback and feedforward in a single control arrangement. The controls can be very effective at regulating and optimizing such highly interactive processes as reactors.
Model predictive multivariable controls can lead to dramatic performance improvements, but are far from fool-proof. If any critical measurements fail, the controller can fail, so a backup control strategy is essential. In some situations, PID, cascade, ratio, and decoupling controls can provide many of the same benefits as MPC, so these options should be tested before considering MPC. And, even under PAT guidelines, there will be some validation challenges with MPC at this stage of development.
Scientific Simulation and Security Concerns
Simulation allows manufacturers to test drive a process, or run through what if scenarios. Understanding the process is a critical first step. In the chemical manufacturing and petroleum refining industries, engineering and construction (E&C) firms often use a flowsheet simulator to construct a process model. The resulting heat and material balances are developed, complete with models of each piece of equipment.
Complex reactors are the hardest to model, since they may require kinetic and equilibrium models. Once a model is sufficiently developed, and heat and material balances closely match the fundamental knowledge of the scientists who developed the product, then the instruments, pipes, valves, and various other process equipment can be specified systematically.
Such technology is conspicuously absent in the pharmaceutical and biotechnology industry today. A key concern is, of course, the value of the intellectual property contained in such models, since the owner of any new drug has invested heavily in creating that product and the means to produce it for clinical trials.
Just how much information does the E&C firm need to specify the instruments, the regulatory control requirements, and develop measurements for key manufacturing variables? Wide dissemination of details may improve process design and control, but may jeopardize security of critical intellectual property.
Simpler, lower-cost simulations that are directionally correct rather than rigorous can assist in control system testing and operator training without the embedded Intellectual property. Often developed by a specialist, however, simulator systems tend to die from lack of support, as they outlive their usefulness.
Neural Networks
Neural Networks are a regression technology useful to compute virtual measurements. The math can be obscure, but it does generate highly accurate process models from operating data. The models may have difficulty extrapolating predictions for operating points that are outside the range of data used to "train" or regress the model, but will still teach much about interrelations of variables a complex process. With the right data, and neural network software, you can generate black box models very quickly.
On-line Analytics
Real-time monitoring of composition and other material properties holds much promise for pharmaceutical manufacturers. Spectroscopy, in the form of Near Infrared (NIR), Fourier Transform Infrared (FT-IR), and Raman, is being widely applied in pharmaceutical PAT installations, but other technologies are also being used.
Nuclear magnetic resonance (NMR), for example, reads the magnetic properties of atomic nuclei. Nuclei placed in a strong magnetic field, change orientation in measurable ways, revealing a wealth of information about composition and chemical structure of a compound. Most notable in medical diagnostics, in the form of MRI scanning, NMR has been used in petroleum refining, and is now being considered for a variety of pharmaceutical applications, including clean in place (CIP) and checkweighing.
Thermal effusivity sensing is another advanced analytical technique that is now migrating into pharmaceutical applications. One new sensor from Mathis Instruments, for example, precisely measures the moisture endpoint in a fluidized bed dryer while minimizing the characterization time that is required when compared to competing methods. Because this process is based on scientific data, it can reduce product characterization times from days to minutes, which would be especially valuable for production applications involving frequent product switchovers or multiple products.
Wireless technology opens yet another realm of possibility. Deploying wireless sensors on skids, for example, could reduce downtime and costs by eliminating the need to connect instruments and computers to field networks. Wireless transmission of data to pre-built templates, for example, improves operational efficiencies by eliminating downtime normally required to run and connect field wiring.
The Need for Enterprise Collaboration and Control
A comprehensive audit of current procedures can help determine which control solution will help achieve the optimal balance between asset availability and utilization. A critical part of the process is return-on-investment (ROI) analysis, incorporating business strategy, implementation and monitoring. Although true ROI from PAT can only be realized through automation, FDA has been quick to point out that PAT should not be viewed as a single type of analytical technology or a sensor but as a complete regulated solution that includes designing, analyzing and controlling timely measurements, critical quality and performance attributes, raw and in-process materials and processes.
Advanced pharmaceutical process control will continue to evolve with advances in process technology, automation and communications. However, the PAT initiative shows that regulations, and regulator mindsets, can also evolve. PAT provides a gateway through which pharmaceutical and biopharmaceutical manufacturers can implement advanced controls to achieve operational excellence. Advanced control gives them one more set of tools to help deliver pharmaceutical products of the best possible quality at the lowest possible cost.
References
1. Menendez, R., New Suite of Automated Bioreactors at Genentech, Pharmaceutical Engineering, November, 2004.