In the pharmaceutical and nutraceutical industries, fluid bed granulation is a widely used method of manufacturing flowable particles ideal for tablet compression.
In R&D, fluid bed granulation requires a fair amount of time to develop a robust process that yields acceptable product. In scaling up to commercial manufacturing, the same quality and results are expected with minimal development at production scale. This is not always the case if the critical parameters are not well defined on R&D scale. Following are commonly used, theoretical scale-up practices for fluid bed granulation. Most of these practices involve calculations that deal with simple concepts in geometry, psychrometry and thermodynamics. The calculations described will give reasonable target values for scaled-up parameters to reduce the number of scale-up trials that need to be executed. There will still need to be some optimization, since differences in machine geometry, product loading and other unforeseen issues will exist. These concepts and tools for optimization will be described in the following sections.
Basic Scale-Up Concepts
During scale-up, there are process characteristics and factors that need to be held constant to ensure similar product qualities. They are:
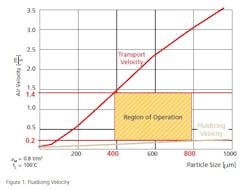
Fluidizing Velocity – The velocity of air flowing at the air distribution plate needs to remain constant in order to ensure the product is fluidizing in a similar way at different scales. The air velocity has to be selected such that it is higher than the minimum fluidization velocity of the largest particle, and below the transport velocity of the smallest particle (see Figure 1).
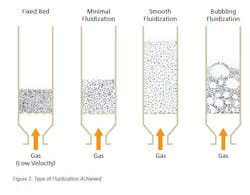
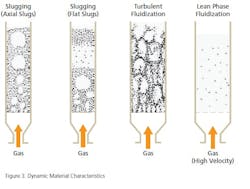
Just keeping the fluidization velocity within this range is not the only consideration. Depending on the velocity chosen within the range, the type of fluidization achieved will be different as illustrated in the diagrams shown in Figure 2.
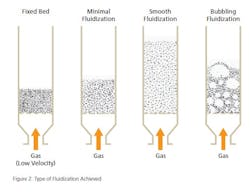
The material characteristics, such as particle size distribution, density and batch size, are dynamic and will change during both granulation and drying processes (see Figure 3). Therefore, the type of fluidization achieved can change if the fluidization velocity is held constant throughout the process. Thus, many times it is necessary to adjust the fluidization velocity (by changing air volume) to maintain the type of fluidization required.
Liquid Evaporation Rate – During development, a balance between air flow and liquid spray is achieved that creates an evaporation rate that imparts moisture to the bed to create robust granules. In either case, during scale-up this balance needs to be maintained. So, if it is possible to hold inlet air temperature and dew point constant, scale up of spray rate becomes proportional to the increase in air volume.
Droplet Size – There are several empirically derived equations that model average droplet size created by a binary fluid nozzle, like those typically seen in fluid bed systems. The one common factor seen in all of these equations, given that the liquid properties do not change, is that the droplet size is mainly governed by the ratio of the mass-flow rate of the liquid to the mass flow rate of the atomizing air. Atomizing air pressure is not usually considered in these equations. Therefore, to keep droplet sizes similar, without measuring them or deriving a model equation for a specific nozzle design, the ratio of the liquid flow rate to the atomizing flow rate needs to be kept constant in scale up.
Drying/Top-Spray Granulation
Since drying and top spray granulation almost always occur in the same unit, the scale up will be discussed as one topic. Using the concepts discussed above, critical process parameters will be calculated to keep the air velocity, the liquid evaporation rate and the droplet size constant at the larger scale.
Batch Size: In general, the optimal batch size is between 30% and 80% of the total volume of the granulator bowl. The maximum of 80% is used when the unit is a “bowl-in, bowl-out” designed machine. The 80% ensures that material will not be spilled when the machine is decompressed and the bowl is removed. Therefore, if the unit is equipped with bottom or side discharge, the batch size can be increased to 100% of the bowl volume, since the bowl remains in place during discharge.
To determine batch size weight, the bulk density of the product should be known. Since granulation processes typically reduce bulk density, the final bulk density of the product should be utilized in determining batch size. To maintain the same fill level, and assuming that the final product bulk density remains constant, the batch size increase can be calculated as follows:
X2 = X1V2/V1
Where:
X2 = Batch size of unit 2 (kg)
V2 = Bowl volume of unit 2 (L)
X1 = Batch size of unit 1 (kg)
V1 = Bowl volume of unit 1 (L)
If the new batch size will use a different fill level to, perhaps, maximize production quantities, it can be calculated as follows:
X=pfV
Where:
X = Batch size (kg)
V = Overall bowl volume (L)
p = Bulk density of product (g/cc)
f = fill level (%)
Product Moisture Profile
In general, product moisture profiling during spray and drying phases is recommended in order to fully understand and replicate product quality attributes. Product moisture data should be collected at regular intervals throughout the process both during development and scale-up. The manner in which this data is generated should remain constant throughout scale up activities. Common moisture measurement methods are:
• Loss on Drying (LOD)
• Karl Fisher
• Near Infrared Spectroscopy
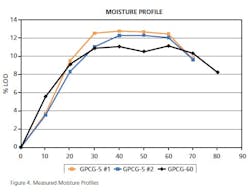
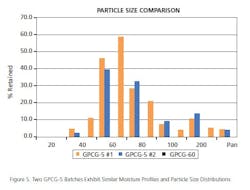
Moisture profiles developed on lab scale or pilot scale should be reproduced during scale up. Using the techniques described should result in target scale up parameters that will generally achieve a reproduction of a moisture profile. As an example, two batches were granulated on a Glatt GPCG-5 (batch size = 4 kg) with similar process parameters. The process was scaled to a Glatt GPCG-60 (batch size = 60 kg), where process parameters were selected to approximate the moisture profiles achieved on the GPCG-5. The measured moisture profiles and particle size distribution for each batch is shown in the charts in Figures 4 and 5. It is clear that the two GPCG-5 batches exhibited similar moisture profiles and, in turn, similar particle size distributions. Since the moisture profile maximum was lower on the GPCG-60, the particle size was slightly smaller.
Air Volume
In order to maintain fluidizing velocity at the bottom screen (or air distribution plate), air volume is scaled up using the cross sectional area of the bowl bottom screens as follows:
Calculate the area of the bottom screens:
A= πr2
Where:
A = Bottom screen area (m2)
r = radius of bottom screen (m)
Then,
AV2= AV1 A1/A2
Where:
A1 = Bottom screen area of unit 1 (m2)
A2 = Bottom screen area of unit 2 (m2)
AV1 = Air volume of unit 1 (cfm)
A2 = Air volume of unit 2 (cfm)
As mentioned earlier, the calculated air volume is a good starting target, but it may be adjusted throughout the process to maintain fluidization. Other factors also considered when selecting an air volume are:
• Bed Depth – In granulation processes, the scale-up calculations assume that the bed depth from one unit to the next remains constant. In an effort to design reasonable equipment and maximize production batch sizes, the bed depth usually increases with scale. This is not necessarily a linear relationship with the scale-up parameters and, many times, parameters such as air volume must be adjusted from the calculated value based on visual observation.
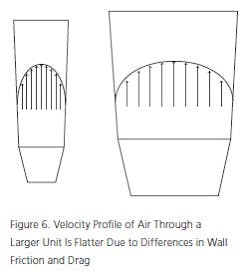
• Wall Effects – When scaling up a granulation process, many times the geometry of the larger units are such that the ratio of area of the product contact surfaces (walls) to the overall air flow and mass reduces, thereby altering the way in which the air flows through the unit. So, due to the differences in wall friction and drag, the velocity profile of the air through a larger unit is much flatter than that through a smaller unit as shown in Figure 6. This “flattening” of the velocity profile usually results in a slugging effect of fluidized product, as opposed to the smoother fluidization seen in smaller units with a sharp velocity profile.
• Mass Effects – Due to the overall increase in mass and bed depth, and the “slugging” nature of fluidization in larger units, the final granulation can be compacted and result in less porous, dense granules.
INLET AIR TEMPERATURE AND DEW POINT Air
If equipment capabilities allow, inlet temperature and dew point should remain constant at each scale. In some cass, such as when a radically different air flow is needed on the larger scale, inlet temperature and dew point can be adjusted to maintain drying capacity. Also, if the product is heat sensitive, it is possible to reduce inlet temperature and dew point to maintain a required product temperature.
SPRAY RATE
In order to reproduce product quality attributes achieved in development, the relative evaporation rates and moisture uptake rates of the product need to be duplicated in scale up. Since it is recommended to keep inlet temperature and dew point constant during scale up, the evaporation capacity is therefore determined by the increase in air volume only. Therefore, the spray rate needs to be scaled up to the same proportion as the air volume to maintain relative evaporation rates and moisture profiles. The calculation is a straightforward ratio:
SR2= SR1AV2/AV1
Where:
SR2 = Spray rate of unit 2 (g/min)
AV2 = Air volume of unit 2 (CFM)
SR1 = Spray rate of unit 1 (g/min)
AV1 = Air volume of unit 1 (CFM)
ATOMIZATION AIR PRESSURE
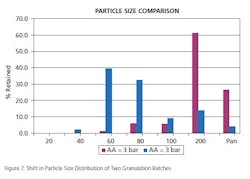
In many cases, the droplet size of the sprayed binder can influence product attributes such as particle size and density. The chart in Figure 7 shows the shift in particle size distribution of two granulation batches produced on a GPCG-5. The only difference in process parameters was atomization air pressure.
Therefore, keeping the droplet size similar is recommended during scale up. There are many that believe that atomization air pressure controls droplet size in relation to spray rate. Actually, the atomization flow rate is the actual parameter that controls droplet size. Droplet size is inversely proportional to atomization air flow rate and directly proportional to spray rate. Therefore, as the spray rate increases, the droplet size increases. As atomization air flow increases, droplet size decreases. So, in scale-up, the atomization air flow should be increased proportionally with the spray rate to keep the droplet size the same. This is expressed as follows:
AAV2= AAV1SR2/SR1
Where:
SR2= Spray rate of unit 2 (g/min)
AAV2 = Atomizing air volume of unit 2 (CFM)
SR1 = Spray rate of unit 1 (g/min)
AAV1 = Atomizing air volume of
unit 1 (CFM)
Unfortunately, the relationship between atomizing air pressure and flow is not always linear, so it is best to measure the flow on the equipment. Many fluid bed units are not equipped with atomization flow capabilities, so the next best way to determine atomization air flow is to consult the air consumption charts supplied by the nozzle vendor. These are available upon request.
PRODUCT TEMPERATURE
Product Temperature is a dependent variable that is influenced by:
• Inlet temperature
• Air volume
• Dew point
• Spray rate
Therefore, if inlet temperature and dew point remain unchanged during scale up, the product temperature should not change if the air volume and spray rate are increased proportionally. However, total dew point control is not always available, but dehumidification is more commonly seen. That means, in summer, the air is dehumidified down to a set dew point. But in the winter, if the ambient dew point is already below the set point, there is no way of increasing the humidity. This will increase drying capacity in the winter and actually show a lower product temperature and also lower product moistures. Sometimes, inlet temperature can be decreased or spray rate increased to maintain the product moisture in these cases.
DEALING WITH DIFFERENCES
The major particle characteristics that can change when scaling up a fluid bed granulation are bulk density and particle size distribution. These changes are usually not realized until the first scale-up batch is made. These changes can be handled most of the time with changing only a few parameters away from the calculated target.
For increases in bulk density, a decrease in in-process moisture and a reduction in droplet size usually can reduce the density somewhat. In production, we do not want to lengthen the process, so the atomizing air can be increased to create smaller droplets. To reduce the in-process moisture, we do not want to increase the level of fluidization (which can cause attrition), so the inlet temperature can be increased.
These changes may decrease the particle size, but usually in scale up, the particle size increases due to the mass effects. So, in essence, changing either the inlet temperature or atomizing air pressure can have profound, synergistic effects on particle size and bulk density of the product.
Finally, sometimes the particle size distribution can increase with scale up. This is mainly due to the proximity of the nozzle to the bulk of the fluidizing bed. If the distribution is too wide, the nozzle can be raised to a higher position to narrow it.
If the theoretical approach to scaling up a fluid bed granulation is followed, minimal development will be needed to reproduce the quality achieved in the R&D scale. The basis for additional optimization to rectify minor changes in particle size and bulk density can be handled in a well understood manner, based on the tips provided to modify these characteristics.
Published in the 2013 edition of Pharmaceutical Manufacturing magazine