Wet granulation is a process frequently employed during the manufacture of oral solid dosage forms. The objective is to convert the often fine and cohesive active ingredient and excipients, into more uniform, free-flowing granules that are optimized for downstream processing. Granules that possess ideal properties result in efficient process function, including high throughput and tablets of the desired critical quality attributes. However, this means that the granules produced by wet granulation are typically an intermediate, rather than end product, which raises the question of how to control the granulation process to achieve granules that ultimately make good tablets. In the first instance, it is necessary to identify measurable parameters of the wet granules that can be used to quantify differences in granule properties.
Recently Freeman Technology, a leader in powder characterization techniques, and GEA Pharma Systems, a supplier of pharmaceutical processing solutions, conducted a collaborative experimental study in pursuit of wet granulation process optimization. The work employed GEA’s ConsiGma 1 continuous high shear wet granulation and drying system in order to manufacture granules, and dynamic powder testing with the FT4 Powder Rheometer from Freeman Technology. The results obtained demonstrate how the properties of finished tablets can be predicted from dynamic measurements of the wet granules. This finding highlights dynamic powder testing as a valuable tool for accelerating the optimization of wet granulation processes, improving process understanding and control, and supporting the development of a continuous manufacturing approach.
WET GRANULATION
Wet granulation is employed to enhance the characteristics of a tableting blend such that the granules possess optimal properties for processing through a tablet press and into tablets with all the desired attributes. The aim is to produce homogeneous granules that enable high throughput on the press and result in tablets that have the target critical quality attributes, namely assay, weight, hardness and disintegration, for example.
Basic schematic of the FT4 Powder Rheometer operation. Measuring the resistance the blade (or impeller) experiences as it moves through the sample quantifies the bulk flow properties of the granules or powder under test.
During wet granulation, the active ingredient and excipient components of the blend are combined, along with water, to form granules with a homogeneous composition. These agglomerates, or granules, then undergo further processing — drying, milling and lubrication — to produce an optimal feed material for the tablet press. The properties of the feed material can be controlled through manipulation of a number of processing parameters, including those at the granulation step, where water content, powder feed rate and screw speed are likely to be influential. By altering one or more of these variables, granule properties can be adjusted to ensure optimal performance in the tablet press.However, to produce granules with specific properties, it is necessary to understand how those critical process parameters will have an impact on the properties of the granules. Equally important is to understand the correlation between granule properties and the quality of the finished tablet. The experimental work described below shows how dynamic powder testing can be helpful in meeting these objectives.
PROCESSING PARAMETERS
The Freeman Technology/GEA Pharma Systems study was designed to determine whether or not the dynamic flow properties of granules from a wet granulation process could be correlated with tablet hardness, a common critical quality attribute (CQA) of tablets. Trials were completed using a ConsiGma1, a lab-based version of GEA’s ConsiGma 25 continuous, high-shear granulation and drying concept. The system consists of a patented continuous high-shear granulator and dryer capable of running samples from a few hundred grams up to 5kg or more. Research performed on the system allows for very efficient product and process development, with system residence times of less than 30 seconds. Characterization of the wet and dried granules produced using the ConsiGma1 was carried out using an FT4 Powder Rheometer.
In the first stage of the experimental program, trials were undertaken to evaluate the properties of granules produced when the granulation conditions — water content, powder feed rate and granulator screw speed — were varied. Two model powder formulations, based on paracetamol (APAP) and dicalcium phosphate (DCP), were tested. Process parameters were systematically changed and the BFE of the resulting wet granules was measured. Figure 2 illustrates how the BFE of the APAP formulation granules produced at different screw speeds varies as a function of water content.
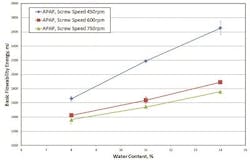
The BFE of granules produced for the APAP formulation increases with increasing water content and decreasing screw speed.
The data gathered for the APAP formulation show that increasing water content results in a higher BFE if the screw speed is kept constant. Lower screw speeds also produce granules with a higher BFE, for comparable water content. Both trends are to be expected since higher water content and lower screw speeds, which results in higher work input, tend to produce larger, denser, more adhesive granules that present relatively high resistance to blade movement. The data also indicate that at a water content of 11% and screw speed of 600 rpm, the granules produced have a very similar BFE to those generated using a screw speed of 450 rpm and a water content of 8%. This suggests that granules with similar properties can be produced under different operating conditions.
Figure 3 shows how, at a constant water content of 15% and a fixed screw speed of 600 rpm, the BFE of granules produced for the DCP formulation substantially increases as the dry powder feed rate to the granulator is reduced. Additional data show that granules with the same BFE can be made at lower water contents by reducing the feed rate. For example, granules with 15% water content produced at a feed rate of about 18kg/hr have similar properties to granules containing 25% water made at a feed rate of 25kg/hr. As with the studies on the APAP blend, these results show how granules that are identical in terms of a specific powder property can be produced from multiple combinations of processing conditions.
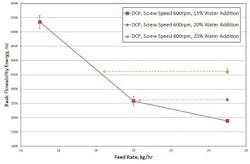
The BFE of granules produced for the DCP formulation increases significantly as the feed rate is reduced.
Table 1 shows the different process parameters used to manufacture two pairs of granules with different properties. Conditions 1 and 2 generated BFE values for the wet mass of approximately 2200mJ, while conditions 3 and 4 resulted in BFE values of around 3200mJ. The BFE of the granules was also measured after each of the following process steps. These include drying, milling and lubrication to improve processability, where the flow additive in this study was magnesium stearate. Throughout these stages, the relative BFE values remain consistently grouped, with the BFE values of 3 and 4 consistently higher than 1 and 2.

Four different processing conditions used to make two distinct groups of granules.
Figure 4 plots the flow properties of the granules at each stage of the manufacturing process. Conditions 3 and 4 show an increase in BFE following drying, due to the granules’ large relative size, higher density and higher mechanical strength, compared to those manufactured under conditions 1 and 2. Following milling, particle sizes are more similar, although differences in granule density, shape and stiffness still exist and rationalize the observed differences in BFE. These differences are retained following lubrication with noticeable distinctions between conditions 1-2 and 3-4.
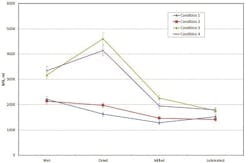
BFE changes significantly during the different stages of granulation, but a distinct difference still exists between granule groups.
These results clearly show that it is possible to produce granules with specific flow properties, as measured by BFE, using a range of different process conditions. Such work demonstrates how BFE values can be employed for product and process development of wet granulation operations. However, they also invite the question as to whether BFE values can be further utilized to predict in-press behavior and, importantly, whether BFE can be related directly to a tablet critical quality attribute?
The four batches of wet granules were subject to drying, milling and lubrication before being run under identical settings on the tablet press. The hardness of the resulting tablets was then measured. Figure 5 shows how tablet hardness correlates with the flow properties of the granules at each stage.
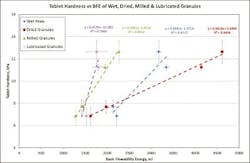
A strong correlation is found between the BFE of the granules and final tablet hardness.
The results show that BFE and tablet hardness are strongly correlated, with particularly good differentiation for the wet mass and dried granules. Correlations for the wet mass and lubricated granules are reasonable, although slightly weaker than those of the dried and milled granules. The poorer differentiation and correlation observed for the lubricated granules is attributed to the overwhelming effect of the magnesium stearate.
This data has shown that there is a direct relationship between the flow properties of the granules at each stage of manufacture — as characterized by BFE — and a critical quality attribute of the final tablet, in this case hardness. This means that once a specific BFE has been linked to optimal tablet hardness, it can be used to drive the optimization of a wet granulation process. These results suggest that, providing the wet granules attain the target BFE, the quality of the end tablet, as measured by hardness will be assured. This offers opportunities to streamline product and process development as well as providing a route to better process control during either batch or continuous granulation.
Today, the traditional batch process approach to manufacturing remains dominant, however, in the coming years many within the industry anticipate that continuous manufacture will be adopted for a substantial share of products.