Monitoring Plant Utilities for Operational Excellence

Pharmaceutical manufacturing consists of a variety of processes with different equipment configurations and extensive instrumentation. But there is one common denominator from plant to plant: those processes are all supported by plant utilities to provide necessary material, control and support to the manufacturing processes. Most of the time, these utilities are taken for granted until there is a problem, but effective management can improve reliable performance and reduce costs.
For purposes of this article, we’ll concentrate on three key areas:
1. Steam is a source of gentle and controllable heat for some reactors, heat exchanges and other processes. Clean steam is used for sterilizing equipment.
2. HVAC systems take on great importance in pharmaceutical manufacturing environments. Air handling equipment and filters are used to minimize airborne contaminants, control the temperature and humidity of the room, as well as control the differential pressure between rooms. There are important features for classified production and storage areas.
3. Water is necessary in many forms, from basic potable tap water to highly treated water for injection (WFI) used as an ingredient.
These utilities must perform consistently and reliably to avoid the possibility of contamination, deviations and even quarantined inventory or lost batches. Outright failure can stop a manufacturing campaign. Even a minor disruption of flow or a temperature moving out of specification can sabotage a batch or result in approved additional processing. Such losses can be extremely expensive, however, many of these losses and problems are avoidable with effective monitoring and control. Utilities can also be expensive to operate, yet again, effective monitoring and control can be used effectively to reduce costs.
Let’s examine common monitoring instrumentation for these three utilities in greater detail, keeping in mind that in each case the instruments send data to the appropriate plant personnel via the plant automation and/or asset management systems. Responsible personnel can then take the right actions to minimize or prevent losses.
Steam
Steam is primarily a source of heat in pharmaceutical applications. One of its problematic characteristics is its perishability — when it cools, it turns back to water. It can be distributed through complex systems, but unless the flow is constant, at some points there will be condensate, even if the pipes are insulated. Condensate eventually settles to the lowest points in the pipes and must be removed before it creates slugs of liquid that can be pushed through the system to undesirable places.
Steam traps placed at strategic locations address this and other issues by capturing and releasing liquid condensate, but not live steam. Well-maintained steam trap units can do an effective job, but since most designs depend on moving parts, they can and do fail. Traps that fail open discharge water but also create a steam leak, whereas those failing closed allows slugs of liquid to accumulate and continue to pass through the piping system.
Monitoring steam trap functionality in a pharmaceutical manufacturing environment is particularly important because:
- They are critical to basic steam management. Keeping the flow moving to where it needs to go and measuring consumption depends on maintaining clear pipes.
- SIP performance depends on achieving and maintaining minimum flow rates and temperatures throughout the entire SIP cycle.
- Cold spots in equipment caused by inadequate flow and sagging temperatures can result in incomplete sterilization.

Figure 1: Acoustic monitors can work with many different types of steam trap configurations.
(Courtesy of Emerson)
Most plants check steam trap performance by sending maintenance technicians on rounds to verify water is being expelled at normal rates and there is no plume of live steam. More sophisticated techniques use a portable acoustic device to listen for the characteristic sounds of a properly operating mechanism.
There is a better solution: automated, continuous monitoring and wireless technologies make permanently mounted acoustic monitors practical and affordable (Figure 1). These devices have internal signal processing able to recognize the sounds produced by a properly functioning unit, and by common failure modes. They can send an alarm to the automation system if there is a failure.
Acoustic monitors are simple to mount on a working steam trap, with no shutdown required. They are internally powered and communicate using a WirelessHART network, so no cabling is necessary. They can even be moved when needed to monitor a different location, but most users leave them in one place.
Armed with this information, both overall steam system performance and maintenance operations are optimized, since only steam traps needing adjustment receive attention.
HVAC
Few industries need as reliable and controllable HVAC as pharmaceutical manufacturing.
- Some product recipes call for specific ambient temperature and humidity conditions
- Effective air filtration is necessary to eliminate certain airborne contaminants
- Differential pressures between rooms are required to prevent cross-contamination and maintain room classifications for biologically active organisms, and
- Sensitive finished products may require specific storage conditions.
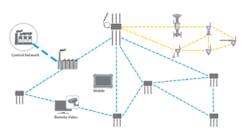
Figure 2: WirelessHART networks are self-organizing, but using network diagnostic tools allows users to monitor performance and optimize communication paths when necessary.
(Courtesy of Emerson)
HVAC systems typically depend on electric motor-driven rotating equipment, particularly compressors and blowers to chill and move air. If bearings fail on any of these pieces, some section of the process will go down. While people may be able to tolerate discomfort for a period of time, some products degrade in these circumstances. Other good manufacturing requirements may be violated if air movement through a filtration system or differential pressure between rooms cannot be maintained. These can result in quarantined or even discarded manufacturing batches.
Also as part of the HVAC system, air filtration is key to support an effective production environment. However, it can be difficult to determine when these filters need maintenance or cleaning. When the cleaning is done on a periodic schedule, premature or late filter changes can result due to seasonal and other changing environmental conditions. By adding a measurement from a DP pressure transmitter across the filter, flow data can be reported on a regular basis and thus appropriate and timely maintenance can be performed.
Like steam traps, rotating equipment is also monitored by technicians on rounds, and some may have portable devices to measure bearing noise, bearing temperature and vibration. Equipment mounted in out-of-the-way and inaccessible areas, as it often is, may not receive the attention it should.
Fortunately, permanently installed sensors communicating by a WirelessHART network (Figure 2) can monitor all the critical rotating equipment parameters. Changes in bearing condition and equipment vibration can warn of impending failures early enough to allow maintenance technicians to perform repairs before a full failure. With careful scheduling, disruptions to production can be avoided — preventing lost batches, ruined product or production delays waiting for equipment to start back up.
The sidebar on p.19 offers a closer look at a typical installation and how having this type of diagnostic capability can reduce costs.
Water

Figure 3: Understanding where water is being consumed is a critical first step toward improving system performance.
(Courtesy of Emerson)
Water is used in many forms in pharmaceutical manufacturing processes. Some applications need nothing more than potable water, but most need some additional treatment to remove various classes of contaminants. Filtration may be sufficient, while water for injection (WFI) requires additional processing, including reverse osmosis (RO) and/or distillation to achieve the sterility and purity needed for use as a manufacturing feedstock.
While water may be cheap, treating it to the extent necessary is not. Purification processes typically demand expensive consumables (filter cartridges, etc.) and are often energy intensive (distillation and RO). Monitoring water consumption in all its forms, along with the performance of purification equipment, is necessary to control costs and ensure everything is operating as necessary to maintain production.
Strategically placed high-precision flowmeters (Figure 3) can help compile more accurate use profiles for the range of treatment processes. This is typically the first step to controlling costs and optimizing production. Many types of flowmeters are available with the sizes and configurations needed for any manufacturing environment, including the most sterile wash-down applications. Some have native WirelessHART communication capability, and those that don’t can be joined to a wireless network by adding an adapter.
Pervasive sensing
The common element of all the examples discussed so far is the addition of sensors to gather information necessary to improve performance, increase reliability and reduce operating costs. Using traditional wired methods, costs can be high for adding a sensor or instrument and connecting it to an automation system via cables. This is particularly true when the sensor must be placed in a remote area, as is often the case with steam traps and HVAC equipment.
- Wireless technologies, such as WirelessHART, have been proven in countless industrial applications to be reliable and easy to implement:
- Installation costs are much lower since cabling is not necessary
- Self-contained power sources can operate for years without replacement
- Many equipment monitoring and diagnostic devices require no process interruption for installation, and
- Wireless device-level networks are self-organizing (Figure 2) and require little manual setup.
WirelessHART networks can also be used with wireless devices on production equipment. In fact, facilities looking at deploying steam trap monitors may discover they already have wireless networks supporting other manufacturing areas. These new devices can be added to those existing networks, sometimes without any increase in infrastructure such as adding additional wireless gateways.
Information generated by new instruments added to existing automation systems, such as adding a flowmeter to a WFI distillation unit, can usually be integrated with the system without too much difficulty. Deploying a completely new system, such as adding steam trap monitoring where none has existed previously, may be more involved. Even so, there are many software platforms available for device diagnostic and asset management programs that can integrate easily with a WirelessHART network, gathering valuable information from a variety of equipment monitoring types.
Data from field instruments can provide the information needed to support decision making by plant operators, engineers and technicians. For pharmaceutical manufacturers, the ability to improve production while reducing operating costs provides a compelling reason to explore wireless instrumentation.
One pharmaceutical producer had experienced multiple failures of air-handling equipment in several buildings on its manufacturing campus. This equipment was designed to provide clean-room quality air for a critical process, and any failure of a system during a campaign caused production interruptions, quarantined or discarded product, followed by re-cleaning the rooms to meet FDA standards. Total costs incurred for an air handler outage mid-campaign could easily reach $100,000. The company had tried to monitor equipment conditions using periodic operator inspection rounds, but failures still developed too quickly to be caught in time.
The company’s reliability group worked with Emerson and its local business partner to design an air handling equipment health monitoring system, including bearing temperature and equipment vibration sensors for critical motors and fans. These devices were set up to communicate over a WirelessHART network. A basic asset management tool collected the data and analyzed it. This included a program to send alarms to the automation system when any critical parameter began to move out of a safe operating range.
The specialized manufacturing installations in the facility have two air handler units, one each for supply and return. They are belt-driven blowers, so monitors were installed on the two main bearings of the motors and blowers along with vibration monitors. The sensors communicate with Emerson’s AMS 9420 wireless vibration transmitter that also monitors temperature via WirelessHART.
Early in the deployment program, the system detected a sustained spike in the bearing temperature of one unit during a production run. This information suggested a failure was imminent, which would have interrupted the run and caused product loss and associated cleanup. Since the operators were warned, they were able to reduce motor speed while still maintaining the minimum airflow requirement. After the batch was completed, repairs were performed.
While the diagnostic system cost $25,000 to install, the fact that it helped avoid a $100,000 cost allowed it to pay for itself, even before the entire project was complete.